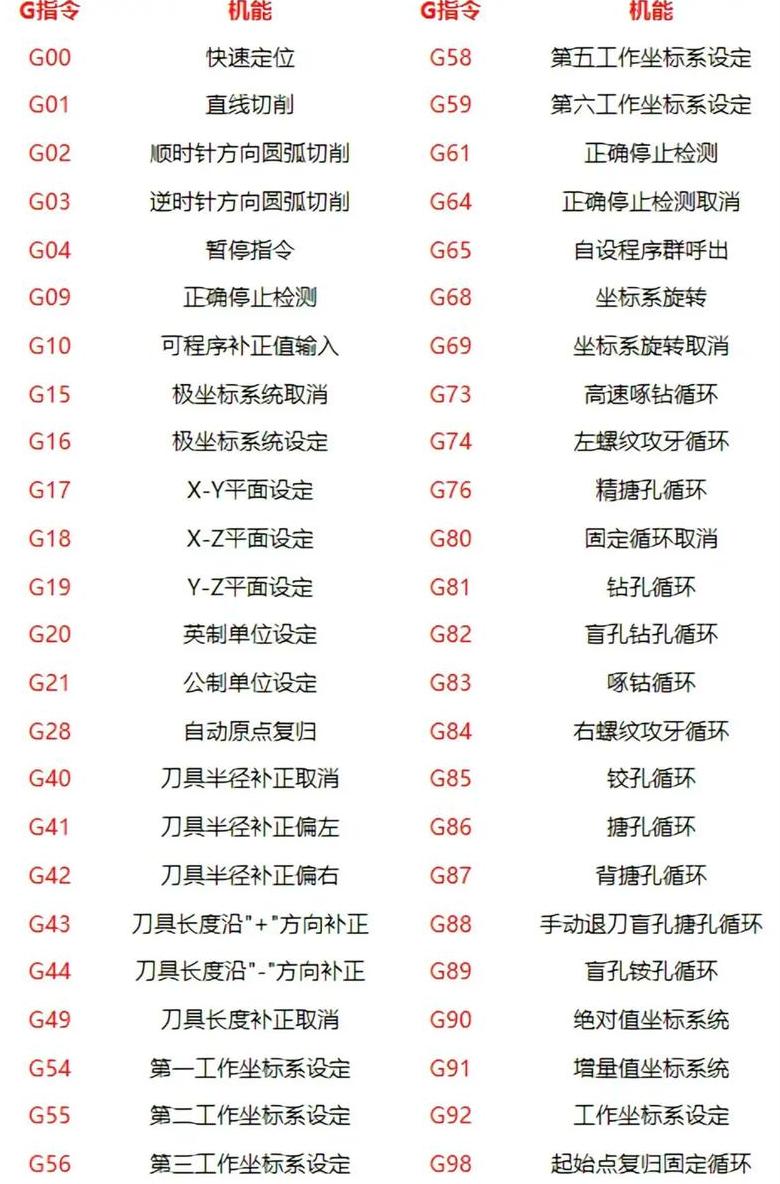
CNC数控车床指令代码大全,建议收藏
今天,我将与您分享CNC CNC车床指令代码,希望能帮助学习者。快速定位指令:G00,格式为G00X(U)Z(W),X和Z是绝对编程目标点,U和W是相对编程目标点。
两个轴开始同时以最高速度移动,但不一定同时停止。
合成工具的轨迹不一定是直线。
直接插值指令:G01,格式为G01X(U)Z(W)F,X和Z是绝对编程目标点,U和W是相对编程目标点,F值是插值速度,单位为mm/min或min或min或min 单元为mm/min或单元为mm/min,单位为mm/min或mm/r取决于G98或G99的设置。
Shunyuan插值指令:G02,格式为G02X(U)Z(W)R(IK)F,X,Z,X,Z是绝对的编程目标点,U和W是相对编程的目标点,R为RADIUS(对于下弧(对于下弧) 下弧弧(对于下弧编程),I和K是圆心的X和Z坐标,F值是插值速度,并且单位为mm/min或mm/r,具体取决于G98的设置 或G99。
MS;当X,时间单位为s,最大延迟为9999.999。
将采用上一个关闭的值。
如果指定的坐标值是机床的参考点坐标值,并且两个零-Zero参考点指示器是明亮的,则意味着机床是正确的。
否则,定位误差太大。
返回参考点指令:G28,格式为G28X(U)Z(W)T0000,如果机床启动后返回到零,则该指令将通过指定点执行为零刀架; 精华线切割指令:G32,格式为g32x(u)z(w)f,f是螺纹距离。
循环说明:G71,G72,G73,G74,G75,G77,G77,G78,G79,G79,G80,G80,G81,G83,G83,G85,G86,G87,G87,G89,G89,G90,G90,G91,G91,G92 他们为他们为他们服务,以便他们为他们使用。
粗糙的处理,精确处理,固定形状处理,结束处理等。
模型指令:G10,G11,用于数据预设。
:G25,g26 g27 g28 g28 g40 g40 g41 g42 g42 g43 g43 g44 g44 g45 g45 g46 g47 g47 g47 g47 g48 g48 g48 g49 g49 g49 g50 g50 g50 g50 g52 g52 g53 g53 g53 g54 g54 g54666666666 66 g5 g5 g5 g5 g5 g59 r ,G67,G70,G71,G72,G73,G74,G74,G75,G77,G77,G78,G79,G79,G80,G80,G82,G84,G85,G85,G86,G88,G90,G90,G90,G90,G91,G91,G91,G92 ,刀半径补偿等。
高速度深入 - 孔钻孔周期:G73。
悬浮的线程周期:G74。
本质:G76。
固定周期取消:G80。
钻井周期:G81,G82,G83,G84。
粗糙循环:G85。
资本循环:G86。
返回周期:G87。
步骤驱动程序:G92XZRF。
工件坐标系或主轴速度切割指令的指令:G50。
加固复合周期:G70。
粗加工复合周期:G71。
末端表面粗糙处理周期:G72。
固定形状粗糙处理复合周期:G73。
锥体表面切割单周期指令的盖:G90。
螺纹复合循环:G76。
G76主要处理大螺纹线,并使用倾斜的切割来保护工具。
参数包括刀数,向后角的大小,螺纹刀的角度,不锈钢汽车的量,刀的量,螺钉端点坐标,牙齿高度,音调的总切割,螺纹的螺距等。
面条粗糙的汽车周期:G72。
固定形状粗糙处理复合周期:G73。
深孔圆形环:G74。
外径凹槽与周期:G75一致。
螺纹复合循环:G76。
cnc代码大全及使用方法
CNC(计算机CNC)代码将根据特定设备制造商和特定的维修系统更改CNC代码和数量,将更改CNC代码的类别和数量。要了解如何编写和理解CNC程序,我可以为您提供最常用的CNC代码示例和基本用法。
CNC代码正在收集指导设备活动的说明。
它们是从计算机控制系统中的工具中写成的,并将其切割为程序,例如挖掘和铣削等工具,例如挖掘和铣削设备。
这是CNC代码及其一些目的。
快速定位说明(GE00) - 此说明尽快将设备移动。
例如,G00X100Y100将迅速将机器移至x = 100,y = 100。
2。
这是个好主意。
直接散布的说明(G01) - 该指令以指定的进料速度将机器移至目标位置。
例如,G01X200Y200F100表示mm / squill feed速度为100 mm /次要进料速度,在100 mm /次要进料速度时。
3。
你是个好主意。
ARC插值指令(G02和G03) - 这些指令用于控制设备沿弧路径移动。
G02用于顺时针弧。
G03用于入侵G03的右侧。
例如,该设备表明,在当前G02x100Y100I中,当前情况下,该设备在当前情况下将具有吸引力。
) - 该设备用于选择各种设备。
例如,T01M06表明T01M06是选择工具和更改剑的更改。
5。
细分控制方向(M代码):模式模式 - 用于控制和控制主轴主轴的速度。
例如,M03S1000从1000 rpm速度开始,这意味着主要角色的主要作用。
应该注意的是,某些不同的CNC控制系统可能存在。
因此,请参阅设备制造商提供的设备制造商提供的编程手册或目录。
此外,CNC程序是几何程序,以确保质量和性能CNC程序员经常使用CNC(计算机生产)软件来生产CNC程序。
该软件支持自动图形接口。
但是,基本的CNC代码和程序员对于了解重要规则以了解工作场所和调试程序的调试计划仍然非常重要。