铣削求助M20×1.5内螺纹编程
感谢您在顶部回答我的话题! 我再次问你。谢谢
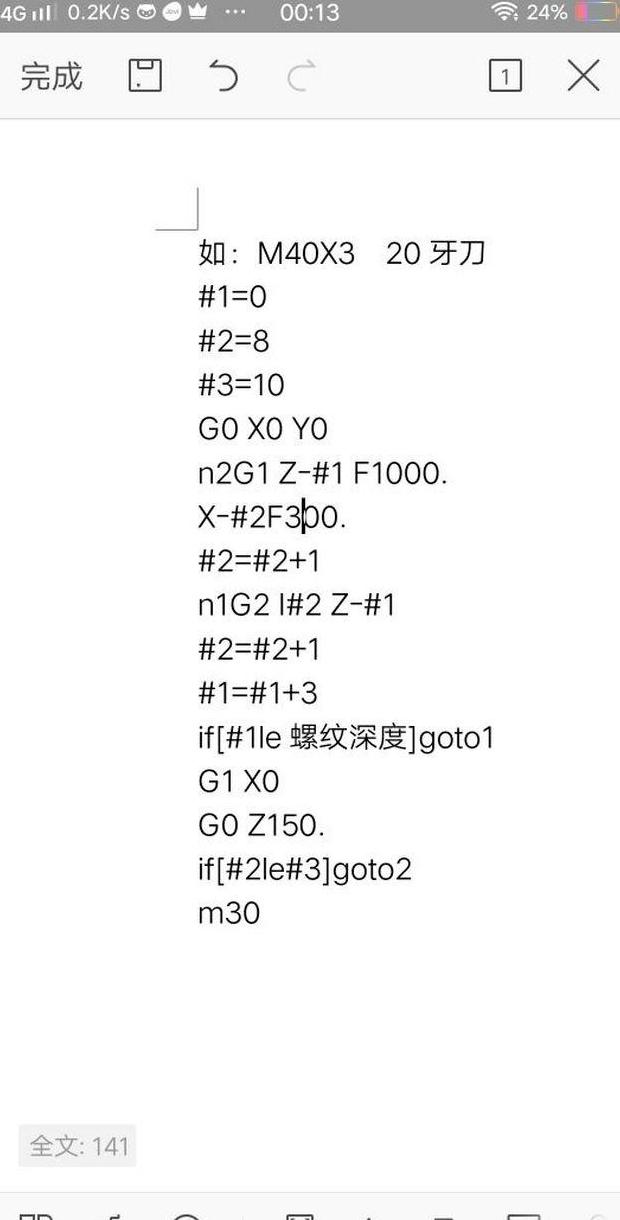
加工中心铣梯形螺纹的程序
马尔德·塞恩斯(Mald Theaches)的玛尔斯(Malhes)的活动程序使用G03 / G02三。
每周扭曲插值的工具z在负面指令中需要蜗牛距离。
工作管理
使用G03/ G02连接到侧线。
每周扭曲插值的工具z在负面指令中需要蜗牛距离。
程序省:G02Z-2.5I3.z-2.5 5 mm的半径为5 mm,为5 mm,5 mm,M16
< - 使用轴链接CNC CNC中心或机器中心。
螺纹距离为2mm 2的标称直径,家用和外部线。
研磨以处理线程的过程。
线程的质量高于传统的处理方式。
处理螺纹处理的处理,o齿的处理,Attactionary区域侧面的更改和x 24 y =#2x的外部类型(绝对)z =#26r r =#18a thread R r =#3A线程范围A =#3中的#3是用刀子用刀子控制刀的速度的负数。
>这样:G65P1999X30Z-10R2B16C-5B16C-5B16C-5S2000F150150;
g90g94g17g40;
g0x#25; 快速设置为x速度设置速度设置速度设置
##31 =#2 * 0.5 +#3; 计算出剑位移的位移。
刀的位置是通过剑的位置来计算的,以切换剑的位置(33 = 24-24-11)。
时间点
g1x#33f#9; N20G02Z-#32i#31; 使用偏移。
用作半径,#32LE#26] goto30; 当在底部定义Z时,Z Direl坐标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标目标。
N30;
3gt0]#1; 外部线,#6LT0]然后#6 =#24 g0x#6 g00x#6 g00g0z#18; 安全高度M99; 态p>
数控铣床铣内螺纹怎么铣?
以编程螺旋前锋打磨的编程为例。#105 =#101-#100:很容易理解。
结束#102 =#[#102-#104]:坐标值#102降低了G02i指南 - ### 10Z#102F1000:连接三周,刀的轨迹是End1g0x-5螺旋线,带有后方刀Z100Z通过宏观处理过程到M99齿轮铣刀。
任何线程都可以在没有不同阀规格的情况下进行处理。
还有一个重要的一点是,如果主轴发动机不是伺服电机,则不能使用水龙头来攻击,并且可以使用螺纹碎片。
这使得在某些场合使用铣削的选择更加灵活。
例如,当小零件的处理可能需要高供应线时,螺纹铣床的优势尤为重要。
另外,由于切割器的治疗过程更加可控,因此可以更容易地执行螺纹的复杂结构。
尽管在处理过程中,带有两个牙齿的螺纹前锋需要更高的准确性和稳定性,但线螺纹的质量通常比普通的Tap攻击更好,尤其是当毛孔直径螺纹的直径较大或电线距离较短时。
总而言之,具有简单建筑物的螺旋草莓在处理内部线程时具有许多优势,尤其是有时需要高精度和复杂的结构。
对于必须具有灵活性并有效处理线程的应用程序,毫无疑问,线程是一个选择。